
S
safe, safety
Not harmful.
SBD
→ see Set Based Design
SCM
→ see Supply Chain Management
scrap
A type of waste of materials (partially worked on or completed) that does not meet the applicable quality criteria and is therefore rejected.
(to) screen [LPS]
In the Last Planner System, determining the status of tasks in the lookahead window (make-ready planning window) relative to their constraints, and choosing to advance or retard tasks based on their constraint status, considering the likelihood and timing of those constraints being removed.
Retarding tasks that we know cannot be made ready in the time remaining to their planned start time.
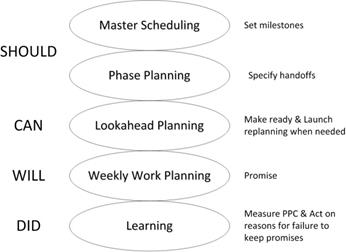
Image source: Glenn Ballard
Example: The master schedule indicates that the installation of the air handling units (AHUs) must start 6 weeks from now, so we want to move the activity “install AHUs” into our 6-week lookahead plan. However, when screening that activity, we realize that it will be at least another 3 weeks before the design will be finalized, the design will then need approval, and fabrication of the units takes 4 weeks. So, facing this new reality, rather than move this activity into the lookahead while knowing we cannot make it ready in time, we better retard it, and replan accordingly.
Related → see (to) screen and (to) shield
self-inspection
Process whereby the performer of a task confirms that the handoff produced conforms to requirements and all known purposes including the purpose expressed in the Conditions of Satisfaction (COS) of the immediate and ultimate customers. This eliminates the defects against known requirement and it eliminates the defects that are relevant to the next trades (but may not see what is important to people further downstream).
Related → see source inspection
sequence [LPS]
Quality criterion for selecting assignments among those that are sound in priority order and in constructability order.
sequential dependence
Relationship between two activities or tasks when one must be done before the second can start. Such dependence often presumes sequential finality but that is often false.
sequential finality
A predecessor activity or task being 100% complete (“final” or “done-done”) when a successor starts.
Set Based Design (SBD)
A design methodology whereby sets of alternative solutions to parts of the problem are maintained until their last responsible moment(s), in order to find by means of set intersection the best combination that solves the problem as a whole.
→ in contrast to Point Based Design
setup time, setup cost
Time needed and cost incurred when getting ready for a run of a different production item, as needed to clean and adjust equipment, remobilize, obtain materials, etc.
Related → see Single Minute Exchange of a Die
(to) shield [LPS]
In the Last Planner System, not releasing work to production units because it does not meet quality criteria; the work is not a quality assignment. Shielding is akin to “stopping the assembly line” in manufacturing. The purpose of shielding is the make production units less subject to uncertainty and variation, thereby providing them with greater opportunity to be reliable.
Not allowing assignments that are known to be defective to move down to the next planning level.
Related → see (to) screen
Short Interval Planning System (SIPS)
A planning approach that breaks down the work space into relatively small units, where production units each in turn are given a short amount of time in order to complete their work.
should-can-will-did [LPS]
Distinction made in the Last Planner System. To be effective, production management systems must tell us what we should do and what we can do, so that we can decide what we will do, then compare with what we did to improve our planning.
simple
Neither complicated, nor complex.
Snowden describes that in the simple domain, cause-effect relationships (1) exist, (2) they are predictable, and (3) they can be determined in advance. In simple systems, that relationship is self-evident to any reasonable person, as a result, a manager can Sense-Categorize-Respond: we see what is coming in, we make it fit predetermined categories and we decide what to do, that is, we apply best practice.
→ as distinct from complicated or complex
Reference: Snowden, D.J. and Boone, M.E. (2007). “A Leader’s Framework for Decision Making.” Harvard Business Review, Nov., 69-76.
Single Minute Exchange of a Die (SMED)
Refers to a stretch-goal set by Toyota (i.e., changing dies in less than 10 minutes rather than hours) that aims at driving down the setup time required when changing out dies.
Reduced setup times makes load leveling (heijunka) more palatable.
SIPS
→ see Short Interval Planning System
size [LPS]
A quality criterion in the Last Planner System whereby the amount of work included in an assignment is made to match the capacity of the production unit that will do the work.
Example: Ruben and James should be able to collect that data and analyze it by Thursday. But, I forgot, it’s Ruben and Tim. Tim’s not as experienced as James, so I’d better give them an extra day.
small wins
Related to continuous improvement, recognition that any gain (win) is a gain (win) and therefore worth pursuing. In addition, the practice of identifying and implementing small wins increases awareness additional opportunities for small wins.
References:
Akers, Paul A. (2011). 2 Second Lean: How to Grow People and Build a Fun Lean Culture. FastCap LLC, 176 pp., http://www.2secondlean.com/
Ambile, Teresa and Kramer, Steven J. (2011). “The Power of Small Wins.” Harvard Business Review. May.
SMED
→ see Single Minute Exchange of a Die
sound(ness) [LPS]
A quality criterion in the Last Planner System that questions whether or not assignments have had all constraints removed.
Example: We never intentionally make assignments that are not sound. We always check if we have or can get necessary information from others, if the directives are clear, etc.
source inspection
The practice of constantly monitoring a process for any occurrence of an error. Should one be detected, production must be stopped to correct it or measures must be taken to prevent the error from becoming a defect. The likelihood of an error occurring may be reduced by using poka yoke or mistakeproofing.
Concept developed by Shigeo Shingo in the 1960s, in pursuit of the goal “Defects = 0 is absolutely possible!”
Shingo (1986 p. 82) stated: “I claim that it is impossible to eliminate all errors from any task performed by humans. Indeed, inadvertent errors are both possible and inevitable. Yet errors will not turn into defects if feedback and action take place at the error stage. In this way, I am advocating the elimination of defects by clearly distinguishing between errors and defects, i.e., between causes and effects.”
Related → see self-inspection
Related → see poka yoke or mistakeproofing
Reference
Shingo, Shigeo (1986). Zero Quality Control: Source Inspection and the Poka-yoke System. Productivity Press, Cambridge, MA, 303 pp.
spaghetti chart
A diagram of the path taken by a product as it travels through the steps along a value stream. So called because in a mass production organization the product’s route often looks like a plate of spaghetti.
Source: http://www.lean.org/Common/LexiconTerm.cfm?TermId=332 visited 9 March 2015
(to) specialize
Process whereby production units—individuals or groups—acquire skills and techniques that no other production unit has.
→ also see (to) multiskill
specification
Description of what is required (requirements) to meet a customer’s Conditions of Satisfaction.
standard
An agreed-upon reference or baseline from which deviation is observed and measured.
Any standard is implied to be a current-best standard that can be improved upon and replaced by a better standard.
standard(ized) work
Agreed-upon process for performing work, used repeatedly, and serving as the baseline from which to measure improvements.
standardization
Process of limiting variety.
standardization of parts
Decision to repeatedly use parts with the same characteristics (size, material, functionality, etc.).
(to) starve
A process starves when it does not have any input or anything to process.
step
Unit of work in an operation that is taken by a production unit. It can be broken down further into elemental motions.
(to) stock out
Running out of something that is needed and usually kept in inventory (stock).
stretch goal
Goal that requires the performer, individual or group, to perform beyond their current best practice.
successive inspection
Inspection performed by the immediate customer of a process, principally focused on their own conditions of satisfaction. May include technical inspectors who take into account all quality conditions.
successor
That which comes later (succeeds) in time.
→ inverse of predecessor
supermarket
Holding place for in-process inventory that is limited in size.
Illustration → see kanban
supplier
The provider of needed inputs: prerequisites (including materials and information), resources, and directives.
→ also see activity definition model
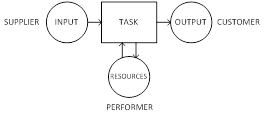
Task that transforms supplier input using performer resources into customer output.
supplier lead time
[unit of time]
The time from sending a request for delivery to the delivery.
→ see lead time
supplier managed inventory, vendor managed inventory (VMI)
Inventory that is located at the customer’s location but managed by the supplier.
Supply Chain Management (SCM)
The practice of a group of companies working collaboratively in a linked chain (network) of interrelated processes designed to best satisfy end-customer needs while rewarding all members of the chain.
Reference: Tommelein, I.D., Walsh, K.D., and Hershauer, J.C. (2003). Improving Capital Projects Supply Chain Performance. Research Report PT172-11, Construction Industry Institute, Austin, TX, 241 pp.
sustainability, sustainable development
Meeting the needs of the present without compromising the ability of future generations to meet their own needs.
Reference: term coined in the report Our Common Future by the Brundtland Commission in 1987.
Suzuki’s YET
The practice of automotive engineer Ichiro Suzuki (1937-present) at Toyota of trying to meet (seemingly) conflicting design criteria when developing the first Lexus. In other design practices, conflicting criteria (or corresponding design features) are traded off against one another, or considered mutually exclusive. Suzuki’s YETs involve disqualifying accepted engineering solutions to design problems encountered in trying to beat exceed performance benchmarks.
Example: We must have both a super quiet and light weight car, so we can’t use mass to absorb vibration. We must attack vibration at its source; i.e., the engine.
swimlane diagram, multi-functional diagram
→ see cross-functional diagram