
P
P2SL
→ see Project Production Systems Laboratory
paramount advantage [CBA]
[unit of importance of advantage]
In Choosing by Advantages, the paramount advantage is the beneficial difference that is considered to be of greatest value to the stakeholders making the decision. This advantage therefore sets the scale of Importance of Advantages (e.g., it may be given the value 100 on the scale where 0 is defined by all least-preferred attributes).
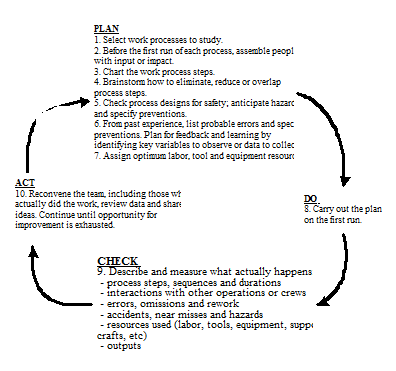
PLAN DO CHECK ACT (PDCA), PLAN DO STUDY ACT (PDSA), Deming Cycle, Shewhart Cycle
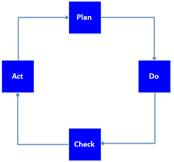 The cycle of scientific experimentation, used for example in pursuit of continuous improvement.
The cycle of scientific experimentation, used for example in pursuit of continuous improvement.
Example: PDCA cycle for a learning experiment using a first run study of a construction operation includes a detailed plan for an operation developed prior to starting work, structured to achieve safety, quality, time and cost objectives. The plan is developed with those involved in doing the work, tested and improved. The plan includes timing and location of activities, work flow, balanced work load, tools, release of work downstream, etc. The actual process is recorded and analyzed to identify improvements.
- ‘Plan’ an experiment.
- ‘Do’ the experiment.
- ‘Check’ to see if your expected results were achieved. Once satisfied,
- ‘Act’ on the findings; e.g., declare a new standard process, incorporate into education and training, execute an implementation plan, etc.
PDCA, PREVENT DETECT CORRECT ANALYZE
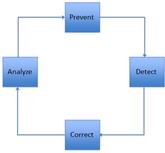 Reinterpretation of the PDCA cycle that fosters learning from experimentation, to fostering learning from breakdowns (Ballard 2014). An effective process for managing breakdowns does what can be done to Prevent breakdowns, Detects the occurrence of breakdowns that happen despite our best efforts–as close to the point of origin as possible; cleans up the mess, making sure to find and Correct any ripple effects; Analyzes why the breakdown occurred; and takes action to Prevent re-occurrence.
Reinterpretation of the PDCA cycle that fosters learning from experimentation, to fostering learning from breakdowns (Ballard 2014). An effective process for managing breakdowns does what can be done to Prevent breakdowns, Detects the occurrence of breakdowns that happen despite our best efforts–as close to the point of origin as possible; cleans up the mess, making sure to find and Correct any ripple effects; Analyzes why the breakdown occurred; and takes action to Prevent re-occurrence.
- Prevent: Preventive action depends on our understanding of causation; what causes various types of breakdowns. When breakdowns occur despite our efforts to prevent, we have something more to learn about cause and effect.
- Detect: Some errors (deviations from standard) are virtually impossible to prevent completely, but can be ‘captured’ before causing breakdowns. When breakdowns do occur, we want to detect them as close to their point of origin as possible, to contain the damage. This may be done by:
- Using small batches
- Doing self-inspection
- Doing successive inspection
- Mistakeproofing detection where possible
- Promoting ‘family feeling’ among team members to encourage speaking up
- ‘Capturing’ errors before they become defects
- Correct: When breakdowns are detected, the first step is to take corrective action. For example, if we have an error in a drawing, we correct the error and replace the drawing.
- Analyze: Corrective action is not enough if we want to prevent re-occurrence. We must analyze the breakdown to understand why it happened in order to understand causality. That’s the only way we can prevent re-occurrence.
PDCA Composite
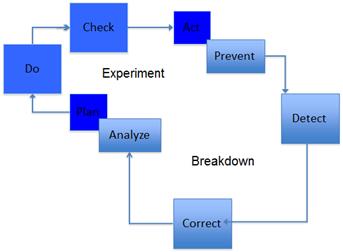 The two PDCA cycles, one for learning from experiments and one for learning from breakdowns, work together. The Analyze step in learning from breakdowns corresponds to the Plan step in learning from experiments. We first try to understand why what happened happened, then design an experiment to test our explanation, our attempt to understand causality. Once the experiment is carried out and the findings examined, we act to prevent re-occurrence of the breakdown.
The two PDCA cycles, one for learning from experiments and one for learning from breakdowns, work together. The Analyze step in learning from breakdowns corresponds to the Plan step in learning from experiments. We first try to understand why what happened happened, then design an experiment to test our explanation, our attempt to understand causality. Once the experiment is carried out and the findings examined, we act to prevent re-occurrence of the breakdown.
Percent Plan Complete (PPC) [LPS]
Metric used in the Last Planner System to gauge plan reliability. The number of planned completions divided into the number of actual completions in a given time period, usually referring to tasks in a commitment plan (e.g., a weekly work plan, a daily work plan, or hourly work plan).
PPC is based on the binary assessment whether or not a task is 100% complete (“done done”).
NOTE: PPC is not an earned value metric. Earned value metrics give partial credit to work underway (e.g., 20% done).
performer
The individual or production unit engaged in a conversation for action who agrees to do work and deliver a product or service either requested by or offered to a customer.
PERT
Program Evaluation and Review Technique. Planning technique developed in the late 1950s to determine the duration of projects with highly uncertain activity durations.
NOTE: PERT computations are too optimistic as they ignore constraints imposed by resource loading (including shared resources) and the merge bias effect.
phase
Part of a project, the hinge point in regards to specifying what needs to be done vs how to do it.
A time period of a project during which a specific group of activities is scheduled to be accomplished (e.g., building design, completion of foundations, erection of exterior walls, building dry-in), leading to the accomplishment of a defined milestone.
phase planning, Reverse Phase Scheduling (RPS) [LPS]
One level in the Last Planner System, where a phase gets broken out from the master plan, and people responsible for the work in that phase jointly develop the plan. People in a “design phase” may include engineers, architects, owners, designers; perhaps also permitting agencies. People in a “construction phase” may include designers, the general contractor and specialty contractors, perhaps also inspectors and commissioning agents.
The team starts at the end of the phase (the customer) and pulls (works backward) to determine (1) what chunk(s) of work will deliver the hand off(s) needed by this customer (identifying the requirements to declare a chunk of work complete) and (2) the inputs, directives, and resources needed to perform the chunk(s).
The latter in turn become the customers and the pulling gets repeated until the entire phase is broken down in a network of work chunks. Work chunks specified by their outputs (I give) and needs (I get) may be written down on sticky notes (color-coded by performer) and pasted on a wall.
The chunks are then rearranged based on the start and end time of the phase, the durations negotiated to complete each chunk of work, allocation of slack where needed, and work structuring to achieve work flow.
plan reliability [LPS]
The extent to which a plan is an accurate forecast of future events, measured by Percent Planned Complete (PPC).
Example: If your weekly work plans have a 60% PPC, they accurately predict completion/release of 60% of the weekly assignments.
planning
Defining criteria for success and producing strategies and directives for achieving success.
The collective act of discussing and developing a strategy for future performance. Lean planners understand that all plans are forecasts and all forecasts are wrong, that the further in advance the plan is developed, the more wrong it will be; and that the greater the detail of the plan, the more wrong it will be.
Planning can also be thought of as “practicing” or “rehearsing” for future performance.
Plus / Delta
A discussion at the end of an activity, meeting, or project used to evaluate and learn from its performance by capturing:
- Plusses: What worked or produced value during the session? and
- Deltas: What could we do differently or better next time to improve the process or outcome?
Point Based Design (PBD)
A design methodology whereby one specialist explores (one or a few alternative) solutions to their part of the problem, selects one, and that passes that one to the next design specialist.
→ in contrast to Set Based Design
point speed
[unit of time/unit of production]
How fast an individual assignment is completed.
poka yoke
→ see mistakeproofing
positive iteration
Repeating of a task that was done previously, e.g., in order to explore further alternatives and to foster learning.
→ in contrast to negative iteration
Reference: Ballard, G. (2000). “Positive vs negative iteration in design.” Proceedings 8th Annual Conference of the International Group for Lean Construction, IGLC-6, Brighton, UK, 8 pp.
PPC
→ see Percent Plan Complete
precision
Consistency of results when measured repeatedly.
As distinct from accuracy.
→ related to predictability
Example: The survey crew had precisely staked out the footing’s location, but that was useless as they had started to measure from the wrong reference point.
predecessor
That which comes earlier (precedes) in time
→ inverse of successor
predictability
The degree to which something can be forecast within a certain time frame and with a degree of accuracy and precision.
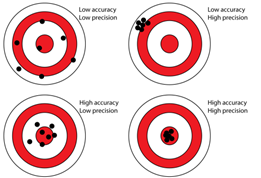
Image source: http://cdn.antarcticglaciers.org/wp-content/uploads/2013/11/precision_accuracy.png
prerequisite work
Work done by others on materials or information that serves as an input or substrate for your work.
Example 1: You need to know the surface area of glass, provided by the architect, in order to size cooling equipment.
Example 2: The framing must be in place before drywalling can start.
Principles of Choosing By Advantages [CBA]
Principle 1: Decisionmakers must learn and skillfully use sound methods. (The pivotal cornerstone principle)
Principle 2: Decisions must be based on importance of advantages. (The fundamental rule)
Principle 3: Decisions must be based on anchored to the relevant facts. (The principle of anchoring)
Principle 4: Different types of decisions call for different types of methods. (The methods principle)
Principle 5: Simplify simple decisions by taking fewer steps, e.g., use instant CBA.
Principle 6: Simplify complex decisions by taking smaller steps, e.g., use the tabular method to break the decision into parts.
Principle 7: Simplify all decisions by correctly using correct data.
Principle 8: Money decisions call for special methods. E.g., chart total importance vs. cost.
Principle 9: Different money-decisionmaking contexts call for different money-decisionmaking methods.
Reference: Suhr – workbook
Principles of the Toyota Way, 14 Principles of the Toyota Way
Section I: Long-Term Philosophy
- Base management decisions on long-term philosophy even at the expense of short-term financial goals
Section II: The Right Process Will Produce the Right Results
- Create continuous process flow to bring problems to the surface
- Use “pull” systems to avoid overproduction
- Level out the workload (heijunka) (work like the tortoise, not the hare)
- Build a culture of stopping to fix problems to get quality right the first time
- Standardized tasks and processes are the foundation for continuous improvement and employee empowerment
- Use visual control so no problems are hidden
- Use only reliable, thoroughly tested technology that serves your people and processes
Section III: Add Value to the Organization by Developing Your People
- Grow leaders who thoroughly understand the work, live the philosophy, and teach it to others
- Develop exceptional people and teams who follow your company’s philosophy
- Respect your extended network of partners and suppliers by challenging them and helping them improve
Section IV: Continuously Solving Root Problems Drives Organizational Learning
- Go and see for yourself to thoroughly understand the situation (genchi genbutsu)
- Make decisions slowly by consensus, thoroughly considering all options; implement decisions rapidly (nemawashi)
- Become a learning organization through relentless reflection (hansei) and continuous improvement (kaizen)
Reference: Liker, J. and Meier, D. (2006). The Toyota Way Fieldbook.
process
Sequence of operations, each one comprising a sequence of steps.
process capability
Probability distribution describing the variation in the geometry of the material output of a process under normal operating conditions. This definition pertaining to geometry equally applies to any material, resource, or process property such as duration, temperature, impact strength, etc.
process map
A flowchart identifying the operations in the process, steps in each operation, and work time for each step.
production batch
→ see batch
production control [LPS]
Proactively managing the make-ready process so that tasks will meet the Last Planner’s quality criteria. This includes actively making work ready, executing work, and then tracking progress against plan, taking corrective action, and adjusting the plan.
production leveling, demand leveling, heijunka
→ see load leveling
production system
A sequence of interdependent steps that results in the delivery of a product or service.
production system design
Determining the characteristics of a system for designing and making products, either goods and/or services.
production unit
A group of direct production workers that do or share responsibility for similar work, drawing on the same skills and techniques.
Example: a team of electrical designers and engineers responsible for a specific area or functions of a building.
productivity
The ratio of the output produced to the resources used in its production.
Example: 3 drawings per labor hour.
project
High level description of what work must be done or service delivered in order to fulfill a defined purpose. A project can be described using a master schedule and consists of phases.
Project Production Systems Laboratory (P2SL)
Research laboratory at the University of California, Berkeley, founded in 2005 by Iris Tommelein and Glenn Ballard to conduct research in order to develop the theory and practice of lean thinking applied to project-based production, including lean thinking in the architecture, engineering, and construction industry (lean construction).
Reference: p2sl.berkeley.edu
promise
The commitment by a speaker (performer) to a listener (customer) to take some action to produce a mutually understood result (Conditions of Satisfaction) by a definite time in the future.
→ see reliable promise
(to) pull
Initiating the delivery of input(s) based on the readiness of the process into which they will enter (the customer process) for transformation into output(s).
Example: Request delivery of prerequisite information at or before the time you will be ready to process that information.
NOTE: what is different here is that the readiness of the process is known rather than forecast or wished. Either the process is ready prior to requesting delivery or plan reliability is sufficiently high that work plans can be used to predict readiness.
pull planning, pull scheduling
→ see phase planning
(to) push
Releasing materials, information, or directives possibly according to a plan but irrespectively of whether or not the downstream process (the customer process) is ready to process them.
push vs. pull
A push system schedules the release of work based on demand, while a pull system authorizes the release of work based on system status.
Reference: Hopp and Spearman, S. (1996). Factory Physics. p. 317